Yem Fabrikalarında Doğru Pelet Diski Seçimi
Peletleme işlemi çok karmaşık bir prosestir. Yıllar içinde araştırmacılar ile endüstri profesyonelleri, disk özelliklerinin yanı sıra peletin şartlandırma nemini, sıcaklığını ve zamanını değerlendirmiştir. Bu faktörlerden dolayı disk parametrelerini seçmek zordur. Disk seçiminin basit ve kolay bir süreç olmamasının en büyük sebebi yeni bir diskin maliyetidir; boyuta ve kalıp malzemelerine bağlı olarak, bu 5.000-15.000 dolarlık bir seçim olabilir. Bununla beraber hammaddenin yanmasına, fazla sıkışmasına yada yeteri kadar sıkışmamasına yol açabilir. Diskin yanlış ölçülerde sipariş edilmesinin geri dönüşü olmayabilir. Bu makalenin amacı, disk tedarikçinizle çalışırken göz önünde bulundurmanız gereken bazı faktörlere dikkat çekmektir.
Disk tedarikçileri genel olarak disk çapı ve genişliği, delik özellikleri, sıkıştırma oranı, disk malzemeleri (alaşım) ve rahatlatma tasarımı gibi sorular soran bir yapıya sahiptir. Bununla birlikte, bu detaylara girmeden önce, diskin amacını bilmek önemlidir. Buna da verilecek en basit cevap öğütülmüş ürünü şartlandırdıktan sonra pelet haline getirmek. Pelet presi disk seçimini yönlendiren iki ihtiyaç pelet kalitesi ve kapasitesidir. Yem fabrikalarının amacı düşük maliyet ile iyi kalitede pelet üretmek ve buna rağmen kapasiteyi koruyabilecek en yüksek sıkıştırma oranlı diski belirlemektir. Yem formülünün, bileşenleri detaylı analiz edilmelidir. Bazı hammaddelere buhar yedirmek çok zordur. Disk ve rulelerin ömrünü azaltır. Pelet presinin dengesiz çalışmasına sebep olabilir.
Şekil 1. Pelet Diski Özellikleri
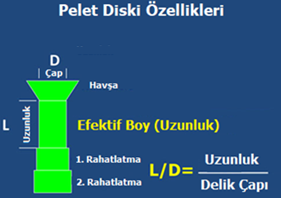 Disk seçiminde ilk adım, bir diske uygulanabilecek çok sayıda disk deliği spesifikasyonu seçeneklerini anlamaktır. (Şekil 1).
Disk seçiminde ilk adım, bir diske uygulanabilecek çok sayıda disk deliği spesifikasyonu seçeneklerini anlamaktır. (Şekil 1).
En popüler boyutları 5/32, 11/64 ve 3/16” (4.0, 4.4 ve 4.8 mm)'dir. Deliklerin çapı küçüldükçe, daha az açık alan nedeniyle yemin pelet diskinden geçmesinde azalma olacaktır. Bununla birlikte, diskteki deliklerin sayısı arttırılarak bu durum aşılabilir. Bundan dolayı, disk üreticisinin bu sektörde bilgisinin olması çok önemlidir. Delik sayısı hesabının doğru yapılması gerekiyor. Yoksa bunun sonucunda hem kapasite yetersiz kalacaktır, hem de enerji maliyetleri çok yüksek gelecektir.
Şekil 2. Disk içine uygulanan havşalama

Diğer bir seçenek de malzemeyi deliğe yönlendirmek için eklenen havşadır (Şekil 2). Ancak, disk aşındıkça veya rule disk üzerine diskin akma sınırını aşacak kadar aşırı sıkıldığında, havşa yuvarlanır ve malzemenin deliğe akışını engeller. Efektif boy sıkıştırmanın çoğunun meydana geldiği yerdir. Bu deliğin uzunluğu ne kadar büyük olursa, sıkıştırma o kadar yüksek olur.
Genel olarak, efektif boy arttıkça (delik çapının değişmediği varsayıldığında), diskin deliğinden geçen ürünün akış direnci kuvvetlerinin artması nedeniyle kapasitede bir azalma olur.
Bu kuvvetlerin azaltılması, diskin dışarıdan kademeli olarak rahatlatılmasıyla gerçekleştirilebilir. Rahatlatmanın da uygun değerde olması gerekiyor ki, pelet PDI değeri de istenilenden aşağıya düşmesin.
Burada tercih edilebilecek farklı opsiyonlar vardır. En yaygın olanlardan bazıları şöyledir; tüm deliklere eşit olarak rahatlatma uygulamak veya dış deliklerden ürün çıkışını kolaylaştırmak için diskin dış sıralarında daha uzun rahatlatma deliği kullanmaktır. Bu dikkate alınması gereken önemli bir özelliktir çünkü, dış sıralardaki malzeme iki akış seçeneğine sahiptir. Birincisi delikten akmak, ikincisi ise rulenin kenarını sıkıştırmaktır; bu da malzemeyi peletleme odasına geri döndürür ve verimi azaltır.
Operatörler, yemin dış sıralardan aktığından emin olmak için pelet presini kapalıyken pelet diskinin dış sıralarını incelemelidir. Yem dış sıralardan akmıyorsa, kapasitede önemli bir kayıp söz konusudur. Disk deliklerinde genel bir tıkanma veya delikte yanmış ürün varsa kuru ürün ile delikler açılmalıdır.
Son olarak, L:D oranı veya delik çapına bölünen efektif kalınlık vardır. Örneğin, 1,75” (45 mm) efektif kalınlığa, 11/64” (4,4 mm) çaplı deliklere sahip bir pelet diskinin L:D oranı 10,2'dir (1,75” ÷ 11/64”). Sıcaklık ve nem miktarının sabit kaldığı sürece L:D'nin arttırılması, pelet dayanıklılık indeksi (PDI) ile ölçüldüğü üzere normalde daha yüksek kalitede bir pelet üretecektir. Bununla birlikte, birçok durumda L:D arttıkça, diskin akışa karşı koyma kuvveti rule kuvvetlerinden daha büyük olduğu ve ruleler orijinal nem içeriği ile kaymaya başladığı için sıcaklığın düşürülmesi gerekebilir.
Peletleme işleminin püf noktası, istenen pelet kalitesini elde etmek için L:D (sıkıştırma), şartlandırma sıcaklığı ve nem miktarı arasındaki optimum değeri bulmaya çalışmaktır. İşte burası çok önemlidir. İşin büyük bir kısmı bu dengeyi ayarlayabilecek pelet operatörlerinin becerisine bağlıdır. Değişen hava koşulları, yem rasyonu ve içeriklerle en düşük maliyetli formül hedeflerken pelet kalitesini ve kapasiteyi önemli ölçüde etkileyebilirsiniz. Bazı firmalar ve yetkililer her üretim yaptıklarında ayrıntılı kayıtlar tutarak, nem içeriklerinin kaydını alarak, miksere eklenen yağ seviyelerini kontrol ederek, envanterinde farklı sıkıştırma oranlarına sahip diskler bulundurarak pelet kalitesini ve kapasitesini bir sistematiğe oturtmaya çalışırlar. Bazı yöneticiler ise bunun gerçekten bir sonuca varamayacağını düşünürler.
Size vereceğimiz en iyi tavsiye, süreci izlemeniz, disk tedarikçinizle farklı disk özellikleri seçeneklerini görüşmeniz ve disk değiştirmekten korkmamaktır. Gerçek şu ki, pelet diskinin maliyeti, peletleme işlemine giren elektrik enerjisi ve işçilik maliyetine nispeten düşüktür. Tek bir maliyete değil, peletleme sürecinin genel giderine ve verimliliğine odaklanın.





