Agglomeration, Its Types and Suggestions for Reducing Undesired Agglomeration
Agglomeration is the process of combining particles to create products with larger new particle sizes. Size enlargement by agglomeration is one of the four main operations in mechanical process engineering, which deals with dust and bulk materials.
These four processes are listed below:
- Degradation
- Mixing
- Size Reduction
- Size Enlargement (Agglomeration)
Size enlargement can take many different forms. For example, pelleting, which is widely known, is one of the mechanical agglomeration methods.
It may seem like an insignificant factor to be taken into account, but the particle size of a material has a huge impact on the performance of the material, both as a raw or an end product. Particle size affects the following properties of a material.
- Fluidity
- Solubility
- Bulk Density
- Reaction Speed
- Process Efficiency
- Uniformity of End Product
- Availability of Active Components and Time to Achieve Them
The ability to control particle size becomes increasingly important as raw materials and end products become more specific and are expected to perform better.
There are many advantages of agglomeration. It's been studied under several categories.
- Raw Material: Simplified transportation, mitigation of dust loss, increased porosity-density and melting abilities.
- Product: Dust-free handling, segregation prevention, improved appearance and performance.
- Process: Elimination of dust and fines, improved process flow, improved process efficiency.
- Economical: Waste is converted to a usable product. Handling and transportation costs are reduced.
- Environmental: Reduced need for landfill, potential for waste to fuel processes, improved waste disposal cost efficiency.
Various processes can be mentioned within the concept of agglomeration. Non-pressure and pressure agglomeration types will be briefly mentioned below.
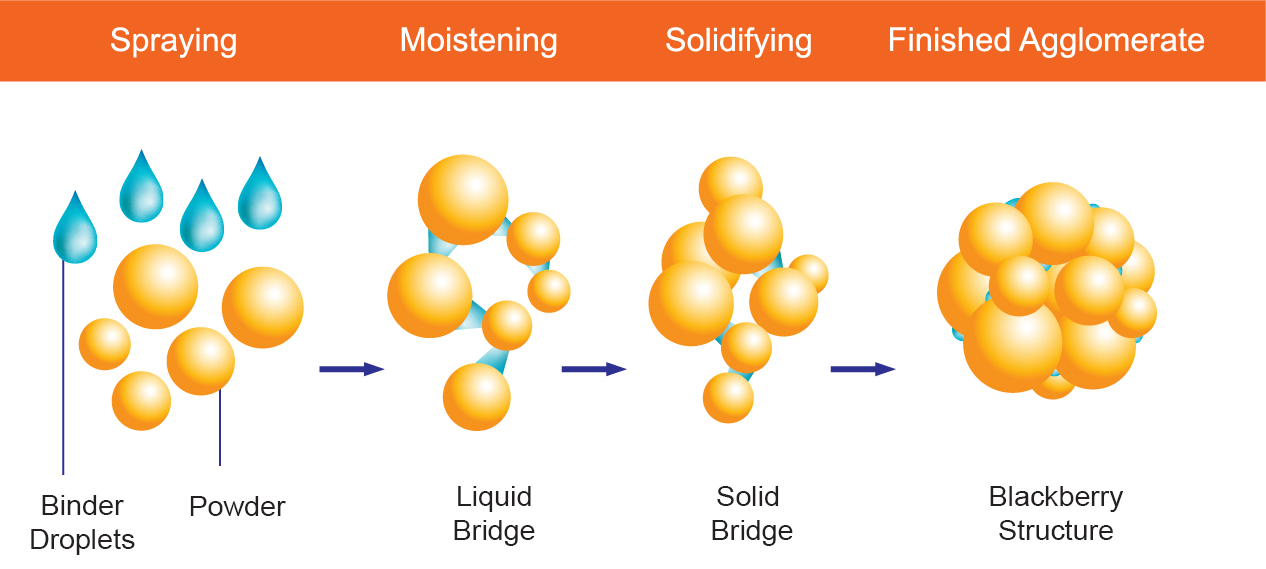
Non-Pressure Agglomeration
The process of bringing the particles together without applying pressure is called non-pressure agglomeration. There are various methods for it.
- Tumble Growth: Products are rolled over each other with the help of a binding agent.
- Pelletizing: Material powders are rolled and turned into pellets with the help of binders. It is different from pelleting of the feed in a pellet mill. Disc Pelletizer is used for this method.
- Micro-Pelleting: Powders are mixed with a binder and combined in small sizes (20-60 mesh). It's also used for preparing the product for pelletizing. Pin Mixer is used for the method.
- Mixing: Sometimes liquids can be added in the mixer (water, oil, molasses, etc).
- Conditioning: It is preferred for reducing dust, facilitating transportation and improving usefulness by mixing powders with a binding agent.
In non-pressure agglomeration, moisture must be present in the product or added to the process. As a result, there would be a need for post processing (as drying, burning, improvement, etc). Following should be considered when selecting a non-pressure agglomeration method.
- Binding Agent Properties
- Industry Standards
- Raw Material Properties
- Equipment Abilities
The criteria below should be considered for the choice of pressure and non-pressure agglomeration.
- Operation costs and funds are the mainly decisive.
- Some materials may only be suitable for a single method.
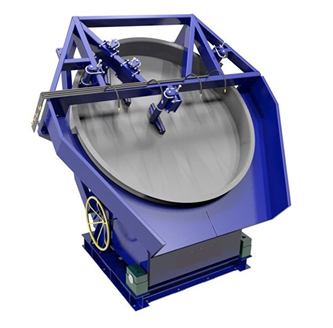
Disc Pelletizer
Pressure Agglomeration
The process of forming particles into desired shapes by applying pressure at various grades is called pressure agglomeration. There are several methods for it; such as Compaction, Briquetting, Tabletting, Molding and Extrusion (feed pelleting belongs to this category).
Agglomeration and shaping are achieved by the pressure forces that push the product into the hole and the friction forces that occur as the product passes through the hole. The level of force applied during the densification and shaping phase is the most determining factor in pressure agglomeration. When the pressure is applied, particles in the pile begin to get closer to each other (compaction). When the pressure is increased further, brittle particles begin to crumble and soft particles start to deform (plasticization). Two factors determine the speed of compaction and the capacity of the agglomeration machine.
- Compressed residual gas (air) in the pores
- Elastic spring-back
Some reasons for the selection of pressure agglomeration: Larger feed particle size, high initial strength, dry or hot processing, no or little binder, no post treatment, processing of elastic materials, automatic operation, easy clean-out, quick turn-over.
Product characteristics in pressure agglomeration: Specific shape, large pieces, specific mass, high density, low porosity, high final strength, long shelf life, amenable to the production of near net-shape parts.
Material density can be changed by adjusting various parameters in pressure agglomeration. For example, density increases with stronger pressing force. In cylindrical compactors, density decreases with larger diameters (even if length/diameter ratio remains the same). Density also decreases a bit with a fluid addition. When lubrication is applied to the pressing tools/die, density decreases.
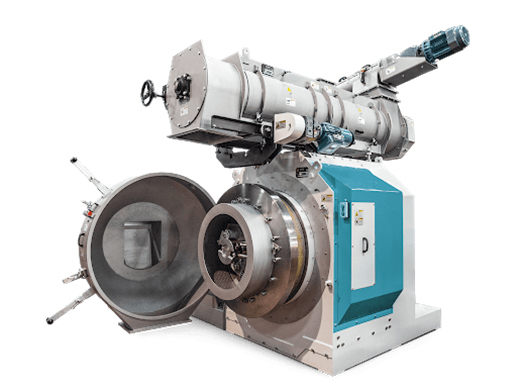
Modern Pellet Mill
Size enlargement by agglomeration is also highly preferred in animal feed industry. Some of many reasons for this are listed below.
- Conversion of feed components with different grain size, weight, moisture absorption ability and other physical conditions into a stable feed formulation
- Prevention of dust related losses
- Better product flow, storage, transportation
- Prevention of segregation/dispersion of feed components
- Preventing animals from choosing the feed, making it more accepted by animals
- Ability to prepare animal type-specific feed (chicken, fish, etc.)
- Prevention of clumping and accumulation
- Prevention of losses due to oxidation or other reactions during storage
- Better collection of added fluids during feeding
- In some cases, better dissolution / dispersion in liquid
- Possibility to contain a wide variety of waste materials including nutritious liquids
- Increased availability of nutrients for digestion after conditioning and pelleting
- Increased starch value of feed
- In pelleting, lower moisture requirement for agglomeration after conditioning.;thus, lower energy requirement for drying process
- For pet food, pleasant appearance of the product for the buyer
- Increased production process economy
- Higher profit margin
Desired or Undesired Agglomeration in the Process
Although agglomeration is generally a desired and targeted process, it may occur unintentionally in some cases. The steps of feed production process are examined below.
- SEPARATION: Undesirable at screening/sieving, undesirable or sometimes desirable at classifying/sorting
- MIXING: Undesirable or sometimes desirable at dry mixing, undesirable or desirable at wet mixing
- GRINDING: Undesirable at dry grinding and wet grinding
- CONVEYING: Undesirable or sometimes desirable at mechanical conveying, undesirable or sometimes desirable at vibratory conveying, undesirable at pneumatic conveying
- STORAGE: Undesired at silos and hoppers
Suggestions for Reducing Undesired Agglomeration
1- SEPARATION:
- Remove or "scalp-off" fines immediately at the source.
- Destroy agglomerates mechanically (rubber balls, shear, impact, brushes, air jets, ultrasound, etc).
- Modify amplitude and/or frequency.
- Remove moisture from material and/or gas (air) environment.
- Heat (direct resistance / inductive).
- Modify wetting angle and/or surface tension of liquid (surfactants).
- Disperse particulate solids in suitable liquid (wet separation).
- Use dispersion aids (chemicals, mechanical [e.g. stirring, ultrasound]).
2- MIXING:
- For dry or moist mixing, apply shear or frictional stresses (tumbling mass, mixing tools, special accessories such as shredders, baffles).
- For wet mixing, use shearing (stirring) or dispersion agents. Also, utilize controlled flocculation (addition of electrolyte) that allows repeatable re-dispersion by shaking.
3- GRINDING:
- Remove fines and/or moisture.
- Coating of the inner walls of mills and crushers (elastic or non-stick).
- Lower reduction ratio (size reduction amount in grinding). Use multiple grinding steps for that.
- Use cryogenic milling (making use of material brittleness at low temperatures).
4- TRANSPORTATION:
- Remove fines and/or moisture.
- Make equipment, chutes and pipes from electrically conducting materials (avoid plastics).
- Finish inner walls smooth or with coating (e.g. Teflon).
5- STORAGE:
- Remove fines and/or moisture.
- Cool materials to ambient conditions prior to storage.
- Insulate and/or heat walls.
- Ground (electrically conductive) hoppers, silos and storage containers.
- Smooth and/or coat (e.g. with Teflon) all inner walls.
- Use steep (as close to vertical) walls, especially towards discharge openings.
- Employ mechanical bridge breakers (vibration, shock, pulsed air jet, etc.)
- Apply load (overburden) relieving means (e.g. "Chinese" hats, baffles).
- Carry-out conditioning / curing prior to storage.





