Annular Gap Expander
Interstage dosing completes the expander – pelleting process
Sometimes, when new developments are made, our vocabulary does not have words to define these. So, new words are created. Process development specialists have further developed the processes of hygienising, preconditioning and pelleting and completed it with a new process – and a new name – “interstage dosing”.
Feedmill equipment manufacturers have further developed its process technology for hygienising feedstuffs. In short it means an optimal hygienisation and conditioning without adding too much moisture and without pelleting problems. Dosing of temperature sensitive ingredients can now be done without losses due to high temperatures and without overdosing. As an extra these ingredients are embedded in the pellet core. This results in a cost reduction, because cheaper additives can be used without risk or other disadvantages.
Hygienising
Let’s first take a look at the hygienising process. This process requires a high conditioning temperature to kill pathogens, such as salmonella. When this high temperature is reached only with steam, the raw materials become too wet and pelleting is difficult. When steam is used for hygienising, moisture content in regular feedstuffs increases with about 0.7% perspiration water per 10°C temperature increase. Especially moist or also – depending on the climate - cold raw materials cannot be preconditioned at the right temperature, without blocking the pellet mill.
The previous can be illustrated with this example: a feed mix has a moisture content of 13% and a temperature of 20°C. The desired conditioning temperature is 85°C, so the temperature difference T = 85°C – 20°C = 65°C. When we calculate a 0.7% weight increase with perspiration water per 10°C temperature increase the moisture content of the feed mix will increase with (65°C/10°C) x 0.7 = 4.55% to a total of 17.55% and that is too moist for a pellet press.
Preconditioning
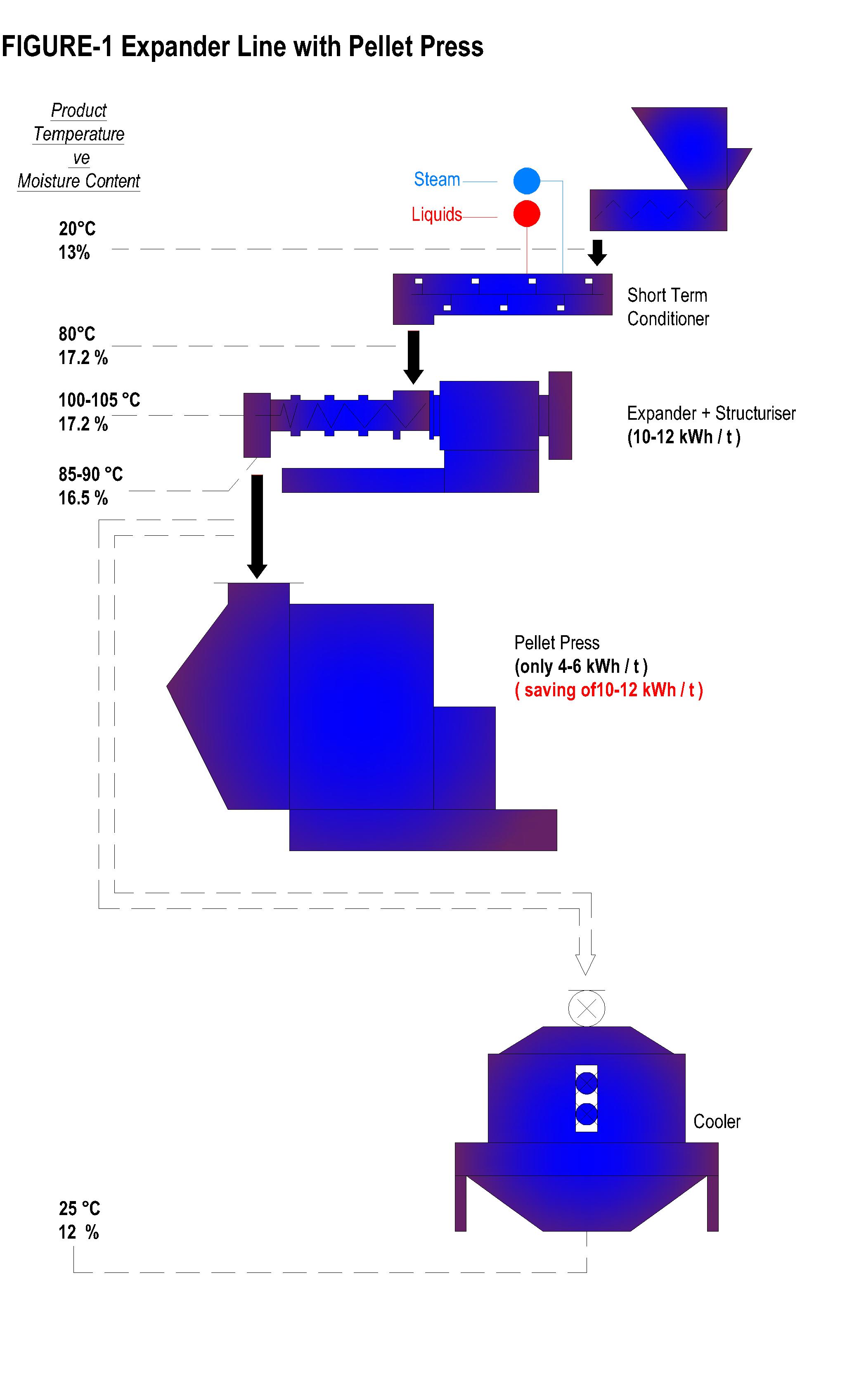
Feed experts, recognise this problem and fully emphasises the use of an expander for preconditioning, saying that an expander hygienises and preconditions the feed mix almost perfectly, because the moisture content can be adjusted to an optimal level before pelleting. The expanded material (expandate) needs far less energy for pelleting than when a regular conditioned feed mix is used. The electrical energy that was used in the expander can be saved at pelleting. The process is illustrated in Figure 1.
From this it can be concluded that the use of an expander as hygienising tool:
1. Does not increase electrical energy use,
2. Gives an optimal pellet quality, even with high fat addition,
3. Has the highest hygienic level because of the high temperature – short time treatment.
Interstage dosing
A number of micro ingredients will be damaged during the feed manufacturing process. This occurs relatively more frequently in the pellet mill than in the expander (or expander + pellet mill), because the actual friction temperature in the die is much higher than the measured temperature after the pellet mill. Pellet temperature is a “mix temperature”, which is set at a delayed time (after pelleting) between the cooler pellet core and the overheated pellet wall: “Burnt on the outside, raw on the inside”, whereas temperature in the expander works only for a few seconds and homogenous followed by a rapid “flash off” cooling.
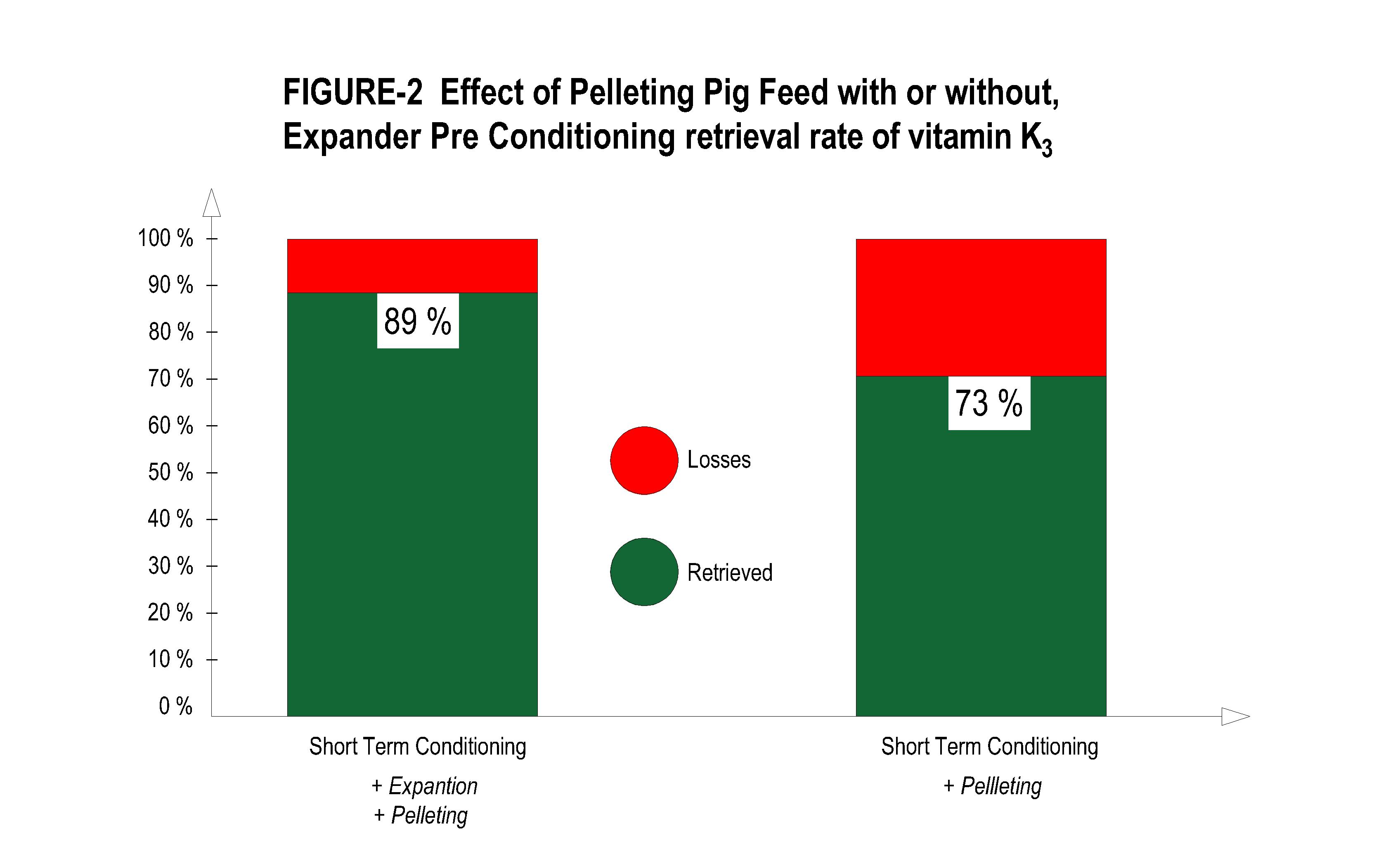
Figure 2 illustrates the effect on micro-ingredient retrieval with short term conditioning – expanding – pelleting versus short term conditioning – pelleting only. As can be seen in this figure, maximum retrieval of the ingredient was ‘only’ 89%. This means that an overdose is still needed to find a 100% level of the ingredient in the complete feed. This can be achieved by a simple ‘interstage’ dosing system, whereby the temperature sensitive ingredients are added in between expanding and pelleting to the expanded and cooled ‘expandate’.
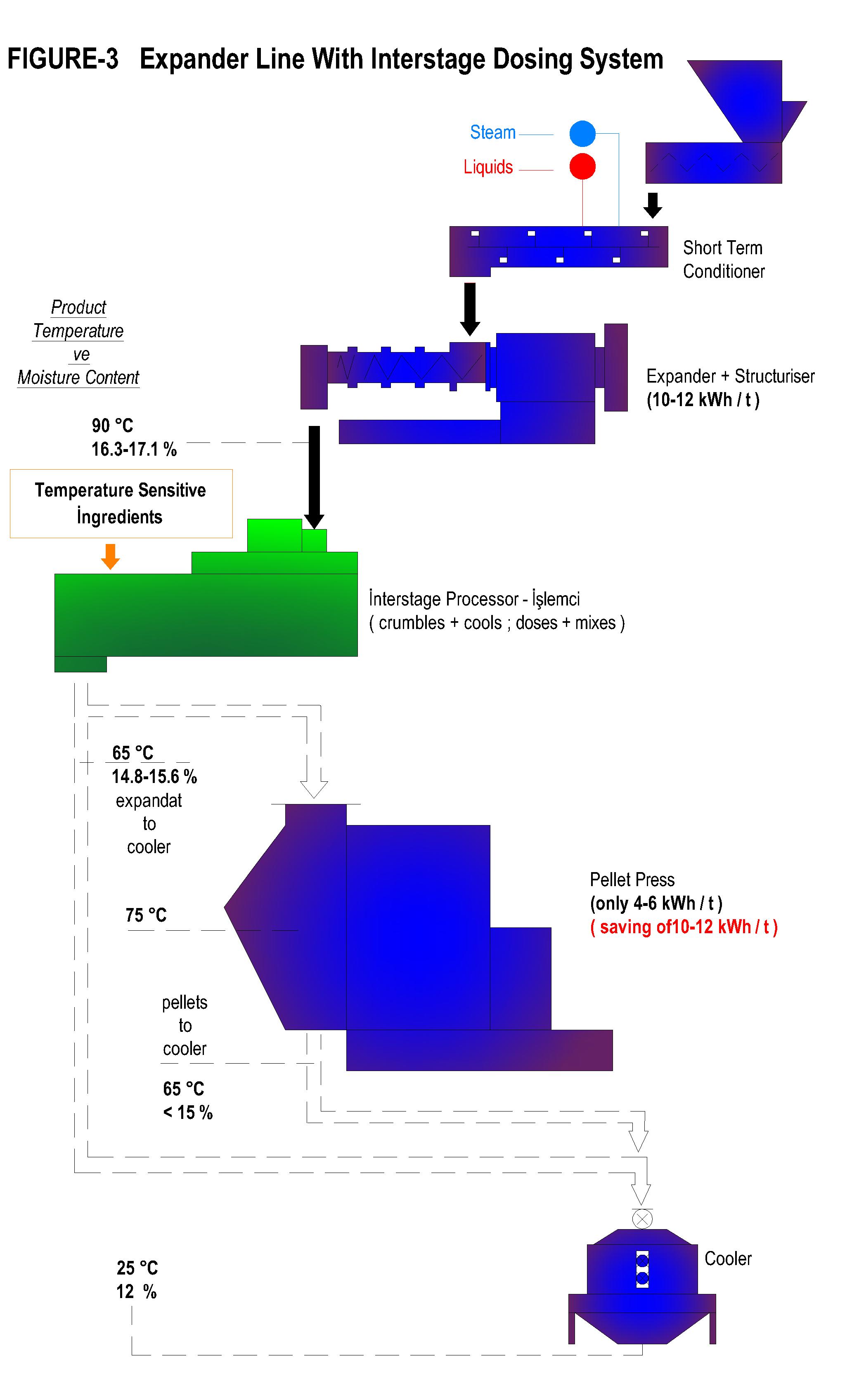
The interstage is nothing less than a crumbler, cooler and mixer where the temperature sensitive ingredients are intensively mixed with the expanded feed mix. After that the mix can be gently formed into pellets with the use of minimal energy and without heating anew.
Another option is to feed the mix (with the added micro ingredients) directly and unpelleted to the animals (Figure 3).
From the vitamin K3 trial from figure 2, but now with use of the interstage dosing system, 100% of the added ingredient could be retrieved after pelleting.
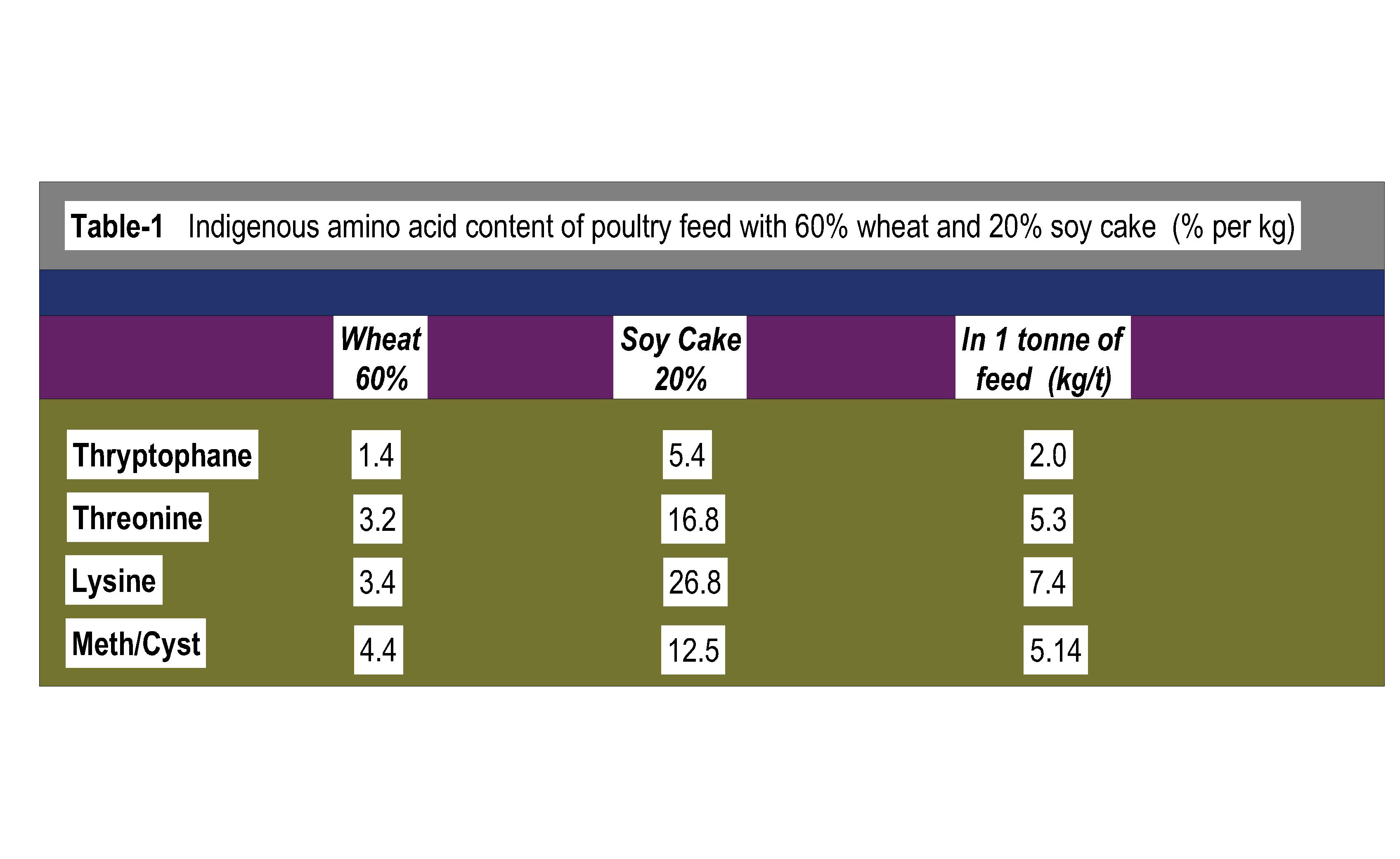
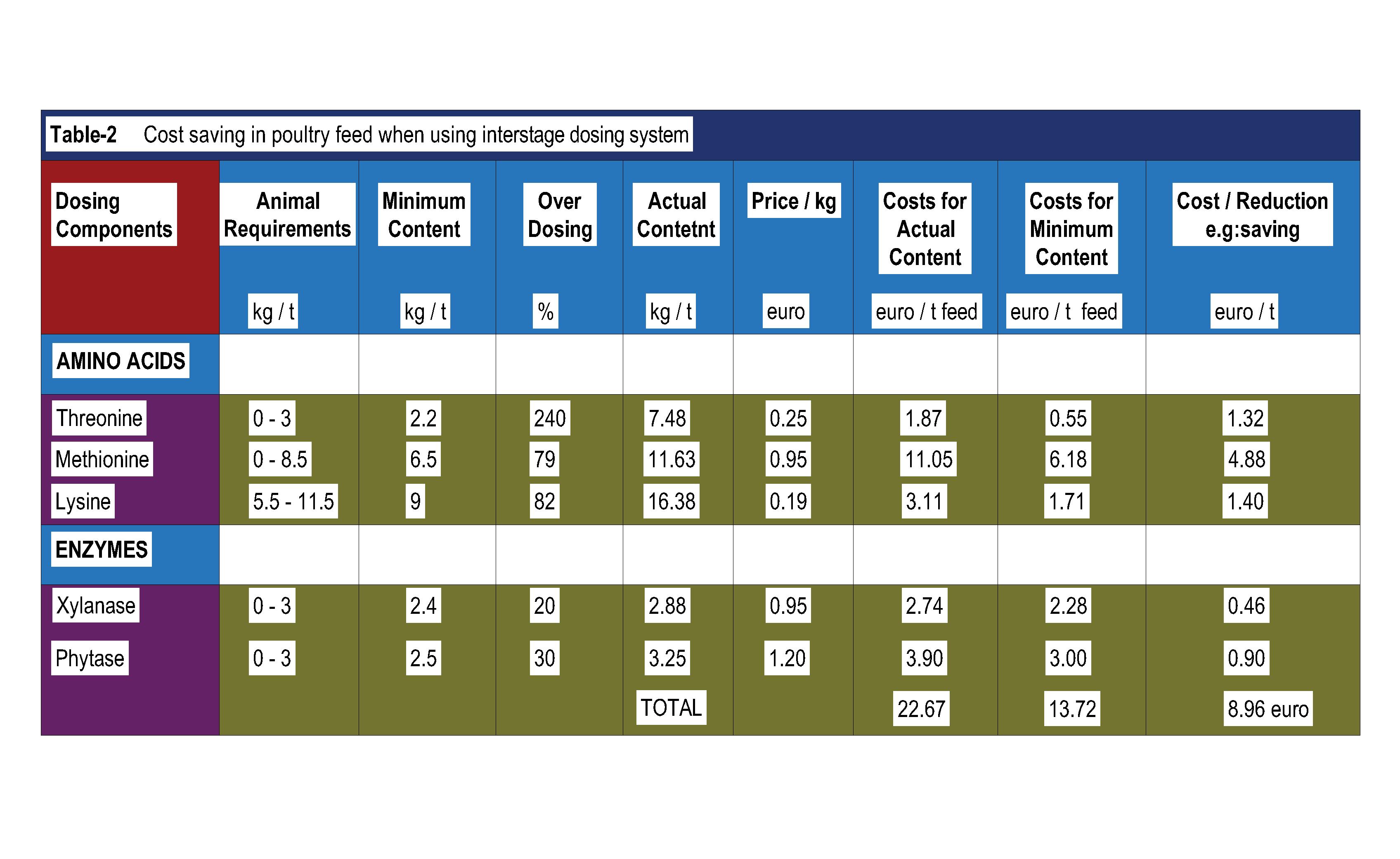
The interstage system provides the possibility of making use of cheaper ingredients (and less microingredients since there is no overdosing). For example, when we look at poultry feed based on 60% wheat and 20% soy cake and making full use of the native content of amino acids, the feed recipe can be €8.96 cheaper per tonne when the interstage dosing system is used.
The figures and calculation can be found in Table 1 and 2.
In conclusion
When using the option of interstage dosing:
1. There is no need for overdosing of temperature sensitive ingredients;
2. There is the option to use cheaper recipes;
3. The sensitive ingredients are incorporated in the core of the pellet and thus protected for abrasion;
4. There are no uncontrollable losses, such as Maillard reactions.





