Dust Explosions in Grain Industry
The first recorded explosion of grain dust occurred in Turin, Italy, in 1785. History shows us that intensive efforts were made to prevent these events, then there was a serious decrease in their occurrence, and this process continued in cycles. When the problem subsides and the industry lowers its guard, the explosions reappear and alarm the industry. This illustrates that we must remember the past least it is repeated.
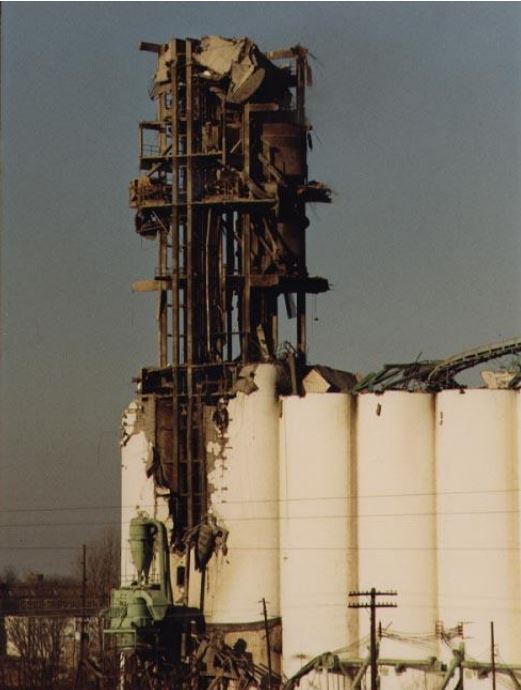
The devastating sugar explosion in Georgia in the past years reminded us again of the importance of preventing fires and explosions in industries where combustible dusts are processed.
Image 1- Georgia Imperial Sugar Company Dust Explosion

The reduction in dust explosion cases, injuries and deaths in the grain industry from the 1980s to the present is a remarkable development. The data also show that the grain industry is doing a good job of preventing and controlling dust explosions. When the study and graphics were examined, it was revealed that the most important source of explosion cases in grain processing plants was corn in terms of product (Table 1).
The industry's first effort to address explosions was to examine grain processing plant design at a 1979 conference held by the NGFA to compile the best design ideas for minimizing the effects of an explosion. Reflections of this effort can be seen in the facilities built over the last 40 years. Most new facilities put hazardous equipment outside the facility or in separate structures. Most grain handling elevators are now installed entirely outside the plant. Head house structures have been changed so that they no longer aretall concrete structures full of elevators, hammer mills, grain dryers and dust filters. In the new designs, most of this equipment is rearranged, explosion ventings are considered, and hazard monitoring systems are applied. Dust control systems have started to be used more and more effectively. Free standing bucket elevators with steel tank storages are more commonly used today, rather than the enclosed concrete and wood headhouse structures of the past. Mills are usually still concrete, but most of the raw material elevators are located outside and all major equipment has central PLC control systems and various other hazard monitoring systems that receive signals of potential hazards. Most of the plant design and grain handling equipment have been changed to avoid the problems of the past and provide greater reliability.
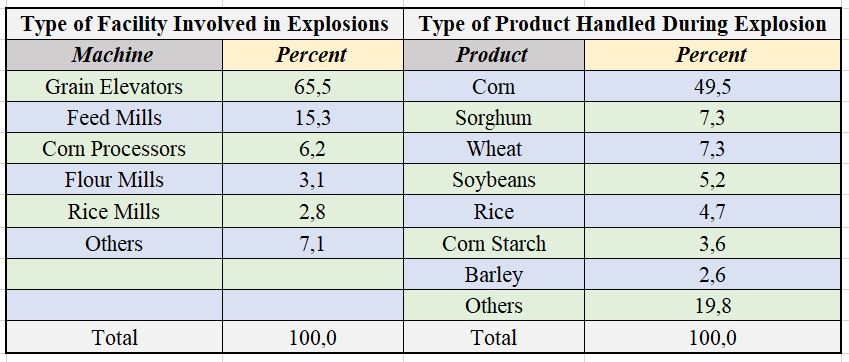
Table 1 –Explosion Factors by Facility Type and Product Handled
Past explosions also show two more important facts that help to understand how to deal with explosions. Primary dust explosions are most common in bucket elevators, storage bins, hammer mills, dust collectors and enclosed equipment (Table 2). Welding and cutting operations, fires, overheated bearingsand electrical failures were also identified as the most common ignition sources of explosions (Table 3). Industry research has shown that bearing failure and mechanical failures are a major factor in dust explosions.
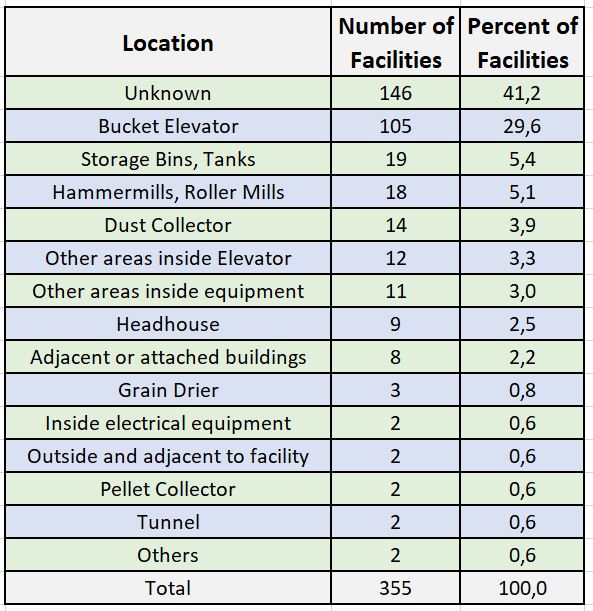
Table 2–Probable Location of Primary Dust Explosions
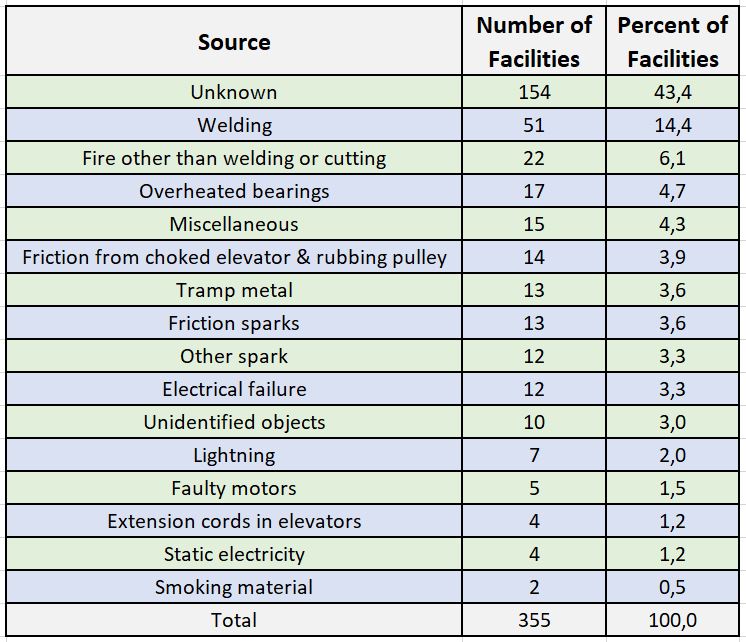
Table 3–Probable Ignition Sources of Dust Explosions
In an explosion; fuel, ignition source and oxygen represent the fire triangle. Controlling any of these elements would theoretically eliminate the explosion. Explosions are complex and often moving events because the pressure wave travels at the speed of sound and the flame front moves at speeds ranging from a few meters to 100 meters per second. The pressure wave, usually from the primary explosion from inside the equipment, disturbs dust accumulations putting them into suspension. Depending on the dust concentration, a more destructive secondary explosion may also occur. The industry is primarily focused on eliminating dust and potential ignition sources. However, every element of an explosion must be considered and operational steps must be taken to minimize the effects of these elements on explosions. In addition to physical controls, consideration should be given to issues such as periodical elevator cleaning. Operations such as unauthorized welding within the facility should be avoided.
The Fuel: Dust
Dust particles emanating from various emission points within a grain elevator have varying composition and a wide variety of sizes. Researchers agree that particle sizes below 100 microns constitute the greatest danger. A significant part of the dust within the elevator environment is smaller than 100 microns. Larger particles tend to settle out rapidly.
While it is unlikely that such a dense dust cloud would exist within the ambient space of an elevator structure where personnel are present, such concentrations have been measured within the confines of bucket elevators and may also occur in conveyor housings, bins being loaded, silos and dust collection systems. The mechanism of an explosion depends upon the immediate heat release of a burning particle to ignite and support the burning of adjacent particles. As this rapid spread of flame proceeds from particle to particle, pressure waves and thermal expansion of the air can create an intense shock strong enough to rupture the typical reinforced concrete structure (Figure 3). Studies show that maximum pressures for corn dust are greater than 690 kPa. Concrete structures in elevators generally cannot withstand pressures of more than 172 kPa.
 Except for suspended dust in the ambient air; dust accumulated on floors, walls and equipment may also be affected by vibration, fire or small explosions and may remain suspended in the air. If this accumulated dust is in sufficient concentration, it can become ignited and turn into a new explosion. The new explosion can affect large volumes, for example spread over the entire elevator. This shows the importance of routine dust cleaning on surfaces.
Except for suspended dust in the ambient air; dust accumulated on floors, walls and equipment may also be affected by vibration, fire or small explosions and may remain suspended in the air. If this accumulated dust is in sufficient concentration, it can become ignited and turn into a new explosion. The new explosion can affect large volumes, for example spread over the entire elevator. This shows the importance of routine dust cleaning on surfaces.
Another subject just as important as sweeping and cleaning practices is the need for proper inspection and repair of dust control equipment. In grain and other combustible dust handling plants of all types, following should be considered:
- Cleaning: Remove dust in open areason floors and walls using a broom, vacuums and manual labor where needed. Housekeeping should be done simultaneously with operations if possible.
- Dust systems: Utilize and maintain fabric filters and cyclones. Check pressure drops onsystem monitors to ensure they are working correctly. Replace fabric filters if pressure drops are too high.
- Eliminate handling equipment leaks and causes of dust accumulation. If you have applied temporary patches or sealing measures, plan for permanent repairs as well.
- Utilize enclosures to contain as much dust as possible and aspirate the equipment to prevent dust from escaping. Shrouded or covered belt conveyors are an example of how to help contain and control dust.
- Oil suppression system can be effective in helping to control dust. They are used by many in the industry, but care must be taken not to coat everything with oil and create fire concerns.
- Consider using wash down if weather and construction allow the use of water.
- Pressurize work areas such as headhouses and tunnels to help keep dust inside equipment. It is necessary to take sealing measures in the areas to maintain positive pressure. This measure has been an effective tool for smaller elevators or in the design of new facilities.
- Where dust is returned to the grain try to do it down stream of the collection point or in a manner it doesn’t create airborne dust.
Ignition Sources
Another important element of the grain dust explosion that must be controlled is the ignition of the airborne dust cloud by an energy source of sufficient intensity and duration. In the majority of known examples, ignitions have occurred due to improper use of welding and cutting equipment. Other ignition sources identified include heat from friction energy of mechanical equipment such as bucket elevators, bearings and belt drives. Heat or arcing caused by the failure of or the use of improper electrical equipment, such as lighting, motorsand wiring has also been identified as an ignition source. Various ignition sources include flame from matches or cigarettes, space heaters, lightning, internal combustion engines on vehiclesand heat from slippage in V-belts. In addition, ignition can occur as a result of improper operation of grain dryers, hammer mills and bucket elevators. An effective preventive maintenance program is vital. Periodic inspections and lubrication of equipment can be an important tool to prevent explosions. Today, various sensors and monitoring technologies are used in many facilities. Some of these are bearing temperature sensors, speed sensors in bucket elevators, various proximity and touch switches, plug switches that detect overloading of equipment and sensors that detect vibration especially in mills which can signal when they go out of balance. The use of speed monitoring equipment to detect elevator stalling due to overload or grain flow blockage and monitoring the temperature in bucket elevator bearings have been the most beneficial in avoiding explosions.
Oxygen
The oxygen concentration required for a dust explosion is the concentration of oxygen present in the atmosphere. The use of inert gases in equipment has been proposed to reduce the oxygen concentration sufficiently to prevent explosions, but this recommendation has limited application due to the large size and volume of grain handling equipment. Smaller process equipment are more likely candidates for inerting.
Confinement
As with all dust explosions, the pressures after ignition of a grain dust explosion increase until the fuel or oxygen is consumed or until the explosion is vented. If there is no confinement (i.e., unlimited venting), explosion pressures are minimal and this incident is called a flash fire. On the other hand, as the confinement increases, the explosion pressures may build up to levels above 690 kPa. Grain elevator structures and equipment cannot withstand any pressure at these levels, so significant damage will occur unless these pressures can bevented. Due to structural considerations, it is almost impossible to retrofit most existing grain elevators with adequate venting. However, newly designed elevators are adaptable to increased venting and the resulting reduction in explosion confinement.Explosion ventingmust be done to the outside the facility to avoid secondary explosions orendanger personnel. Although recommended venting levels are not always possible, venting at a level that will slightly reduce the pressure generated during an explosion is better than no venting at all.
As an alternative to venting in explosions, a chemical is injected into equipmentduring the early stages of explosion development to stop the process. This process is known as suppression. The chemical may interfere with the combustion reaction, inert the environment (CO2), or apply cooling by a method such as spraying water.
The following recommendations should be considered for confinement:
- Use explosion venting to help relieve the explosion and minimize propagation.
- Do not vent equipment to the inside of facility.
- Bin venting has been tried, but is often unreliable due to possible turbulent explosions and the length/diameter ratio not permitting proper venting.
- Explosion suppression systems are available and can be used where practical for some critical inside elevators, dust systems or grinding operations.
- When adding new elevators, their placement outside the building and their venting should be well considered.
- Provide separation between portions of the plant where possible using enclosed equipment such as screw or drag conveyors or shrouded belt conveyors to connect them.
Apart from all these precautions, the existence of an emergency action plan and a security program for each facility is the most important way to minimize pecuniary and non-pecuniary damages in possible fires and explosions.
Conclusion
Many techniques have been developed to identify and control explosion risks, including safety monitoring equipment, improved handling equipment and dust control systems, applying good safety and operating practices, good cleaning practices and having an effective preventive maintenance program. Dust explosions are devastating and life threatening. It is always necessary to be aware of the risks. No one can predict the exact effects of the explosion or all the circumstances surrounding them. It is necessary to have as much information as possible on this subject and to reach awareness to see and prevent potential risks.





