Pelleting Process In Feed Production
In 2018, feed production in the world was approximately 1.1 billion tons, and according to the World Food Organization, this amount will increase by 100% in the next 15-20 years and reach approximately 2.2 billion tons. To meet this need, a capacity increase of 55 million tons per year is required. Majority of the feed to be produced will be obtained by pelleting, as can be expected.
Pelleting – Pellet Quality
Pelleting is the process of compressing or molding a material into pellets. A wide variety of different materials can be pelleted, including chemicals, animal feed, wood chips, straw, organic materials, plastics and more.
Feed pelleting process is the forming of very different feed components (which are well ground and mixed, sometimes in powder form, difficult to digest and process) in larger sizes under temperature, humidity and pressure.
Pelleting is an example of agglomeration at medium pressure. A natural binder is used (water-steam). Pelleting of animal feed is the most common application in size enlargement by agglomeration and it has the largest volume. It is followed by the pelletization of the iron ore.
Economically, pellet quality is very important. For example, one of the most important criteria used to evaluate the efficiency in the poultry industry is FCR (Feed Conversion Rate). In other words, it is the rate of converting the feed eaten by the animal into meat. As the pellet quality increases, the amount of feed consumed to obtain 1 kg of meat decreases. Considering that approximately 90% of the meat cost comes from the cost of feed production, the importance is easier to understand. While the FCR is about 1.8 in Turkey, it’s 2.4 in Iraq and 1.3 in Brazil.
Identifying a Good Quality Pellet:
- No dust - Visually inspectable
- No cracks - Visually inspectable
- Pellet lengths are equal - Visually inspectable
- Hard - Measured by a test
- Durable - Measured by a test

Pellet quality is measured by the mechanical strength of the pellet. There are standardized measurement methods in the world such as Holmen Method, Tumble-Box Method (just like methods of measuring the hardness of engineering materials). The unit of quality is %PDI (Pellet Durability Index). When PDI is 100%, that means the pellet has the highest quality.
The 3 main designs of pelleting are listed below:
- Flat
- Concave (Our pellet mills are in this category)
- Convex
Pellet Mill and Its Working Principle
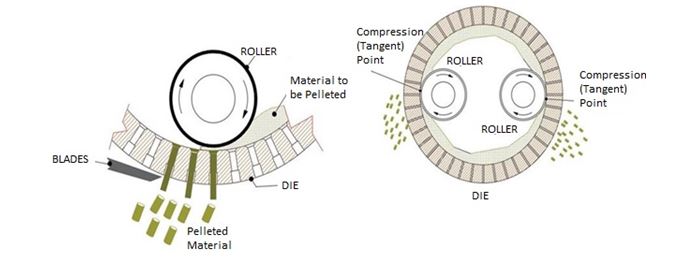
The raw material is pressed into circular holes on the die. The friction force between the raw material and the inner surface of the hole creates the necessary resistance to compress and compact the raw material, and the raw material comes out from the holes on the die as extruded rods. These rods are cut with adjustable blades and turned into pellets.
The feed at ambient temperature with a humidity of 10-12% reaches 15-16% humidity at 80-90°C in the process. At the time of pressing, the feed temperature rises to 90-95°C with the effect of friction. Then, the feed, which is cooled down to the ambient temperature within 10 minutes, is dried so that the moisture content is not more than 10-12 percent.
Although many different pellet mills have been designed until today, 95% of the pellet mills used in the world today consist of machines with a circular die called "ring die". These pellet mills have almost become the industry standard in the feed and biomass sectors. In this type; the die is rotated by a drive system and the rollers placed in the die, rotating with the friction force created by the raw material to be pelleted between rollers and the die’s inner surfaces. In this way, it presses the raw material into the holes on the inner surface of the die.
Pelleting process (Schematic)
In pellet mills, the roller surfaces are rough to increase drag. If the material is too slippery or the rollers are smooth, the machine will not be able to pick up the product. If this is the case for a particular product/application, presses with belt-pulley transmission may be preferred instead of gear-driven transmission. Slipping on the belts can act as an added safety measure. The rollers are also usually protected by an anti-wear coating. The die material must be resistant to wear, corrosion and breakage.
The extrusion force must be greater than the frictional resistance. Serious pressure occurs in the front parts of the holes. Therefore, die material and thickness should be well considered.
The inlet and outlet of die holes shouldn’t have sharp edges.The L/D ratio in the die holes should be increased to obtain a denser product.
Various Feed Types Produced by Pelleting
- High Grain Feed (50-80% grain, 12-25% protein): Formulas containing high starch. During the conditioning phase, they must reach high humidity and temperature levels.
- Heat Sensitive Feed Containing Sugar, Milk Powder and Whey Powder (5-25%): Since sugar and dairy products are caramelized at 60°C, the heat generated by friction should be kept low. For this purpose, it is preferred to use thin die, low speed and to add oil/water as lubricant or coolant.
- High Natural Protein (25-45%) Supplement and Concentrate: This type of feed also contains 5-30% molasses. The need for temperature is high while the need for adding humidity is low.
- Low Protein (12-16%) Feed: They have a small amount of grain, a large amount of coarse fibers. A small amount of moisture can be added in conditioning. Production of high quality pellets is difficult as a result of low humidity and low temperature conditioning.
- High Urea (6-30%) and High Molasses (5-20%) Feeds: It is difficult to extrude. There is only a little steam or no steam at all. Dies are thin and speed is slow. Drying is required before cooling. Pellets should be dusted to eliminate stickiness.
Advantages of Pellet Feed
1- With the effect of grinding, heat, pressure and steam; the starch in the feed is broken down and the feed becomes more digestible. Thus, the feed conversion rate increases.
2- Since molasses and oil are used, the flavor and energy of the feed increase.
3- By making animals less choosy with the feed, it provides homogeneous nutrient intake and a more balanced diet. It also prevents feed residues.
4- It prevents diseases that are transmitted by feed. (Alum, Brucella, etc.)
5- Less dust is created.
6- Insect infestation is reduced, microorganism reproduction is low.
7- The bulk density of the feed increases, which provides advantages in terms of storage capacities and logistics costs.
8- Allows the addition of liquid feed additives on the pellet.
9- The amount of time and energy spent per unit feed decreases.
Factors Affecting Pellet Quality
- Steam Conditioning Parameters: Conditioning temperature and time affect pellet quality. In two separate conditioners, it was observed that the pellet quality increased in slower speed operation. Moisture penetrates the food more effectively; it makes the food softer and stickier. Increasing the conditioning temperature is very important for increasing quality and reducing energy consumption.
PDI increases as the amount of delivered steam (moisture) increases.
Steam quality and steam pressure also affect pellet quality.
- Pellet Die Parameters: Die metallurgy, die hole design, hole pattern-number, die hole diameter/length ratio criteria are important. If the hole diameter/length ratio decreases, so does the PDI. This ratio is the most powerful factor affecting PDI.
- Bulk Density: More compact pellets are formed from material with greater bulk density. The PDI becomes higher.
- The Retention Time of Material in the Die: PDI increases as the retention time increases.
- Content of the Foods: As the amount of oil in the content increases, the quality of the pellet decreases. Oil covers the outside of the product, preventing moisture from penetrating inside.
NOTE: Quality and capacity are inversely proportional.





